2025-06-13 12:33:01来源:hsysdianji 编辑:佚名
在数控加工领域,g72指令是一种非常实用的编程指令,它能够大大提高编程效率,尤其适用于加工棒料毛坯,以轴向粗车削方式切削工件。接下来,我们就详细了解一下g72指令及其应用实例。
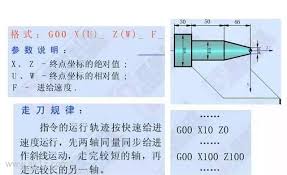
一、g72指令格式
g72 w(Δd)r(e);
g72 p(ns)q(nf)u(Δu)w(Δw)f(f)s(s)t(t);
其中,Δd为每次切削深度;e为退刀量;ns为精加工轮廓程序段中开始程序段的段号;nf为精加工轮廓程序段中结束程序段的段号;Δu为x方向精加工余量;Δw为z方向精加工余量;f、s、t分别为进给速度、主轴转速、刀具号。
二、g72指令的执行过程
1. 首先,刀具快速定位到循环起点,然后按照指定的切削深度Δd进行切削,切削至指定的深度后,沿x轴方向退刀e。
2. 接着,刀具快速移动到下一个切削起始点,再次进行切削,如此循环,直至完成粗加工。
3. 最后,按照指定的精加工余量Δu、Δw,从ns到nf程序段进行精加工。
三、应用实例
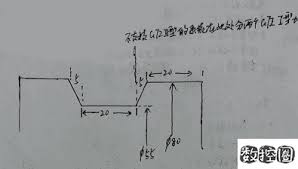
假设要加工一个外径为50mm,内径为40mm,长度为100mm的空心轴,毛坯为直径55mm的棒料。
o0001;
g54 g90 g00 x60 z5; // 建立工件坐标系,快速定位到循环起点
g72 w2 r1; // 每次切削深度2mm,退刀量1mm
g72 p10 q20 u0.5 w0.2 f0.3; // ns为n10,nf为n20,x方向精加工余量0.5mm,z方向精加工余量0.2mm,进给速度0.3mm/r
n10 g00 x40; // 精加工轮廓起始段
g01 z0 f0.15;
x50 z-50;
z-100;
n20 x55; // 精加工轮廓结束段
g70 p10 q20; // 精加工
g00 x100 z100; // 快速退刀
m30; // 程序结束
在这个实例中,通过g72指令,我们高效地完成了空心轴的粗加工,然后再用g70指令进行精加工,最终得到了符合要求的工件。
g72指令在数控编程中有着广泛的应用,熟练掌握它能够让我们更加轻松地应对各种轴类零件的加工任务,提高加工精度和效率。希望通过本文的介绍,能帮助大家更好地理解和运用g72指令。















